
⚠️Risque pression ! Chapitre III : Hydrotest vs Leak test (Pneumatic pressure test ?) – Quésako ?!
Introduction
Avant toute mise en service d’un système sous pression, une étape est incontournable : valider son intégrité.
Entre hydrotest, pneumatic test et leak test, les termes sont souvent utilisés de manière interchangeable. En réalité, ils répondent à des objectifs très différents et impliquent des niveaux de risque très variables.
Comprendre ces différences est essentiel pour choisir la bonne méthode… et éviter de transformer un simple test en incident majeur.
L’enjeu est double : garantir la résistance mécanique de l’enveloppe sous pression, et assurer l’étanchéité suffisante pour le fluide et le niveau de risque considérés.
Trois concepts à ne pas confondre
Pressure test : le “chapeau” générique
Le terme “pressure test” désigne tout essai où l’on met un équipement ou une ligne sous pression pour vérifier son intégrité (résistance, étanchéité, comportement global).
Deux grandes familles se cachent derrière ce terme :
- Essai hydrostatique (hydrotest) : fluide incompressible, typiquement de l’eau.
- Essai pneumatique : fluide compressible, typiquement air, azote, parfois hélium.
Leak test : l’étanchéité avant le test opérationnel
Le leak test vise explicitement l’étanchéité. On cherche à détecter des fuites parfois très faibles, au niveau des brides, joints, sièges de vannes, capteurs, etc.
Hydrotest : l’épreuve de résistance à l’eau
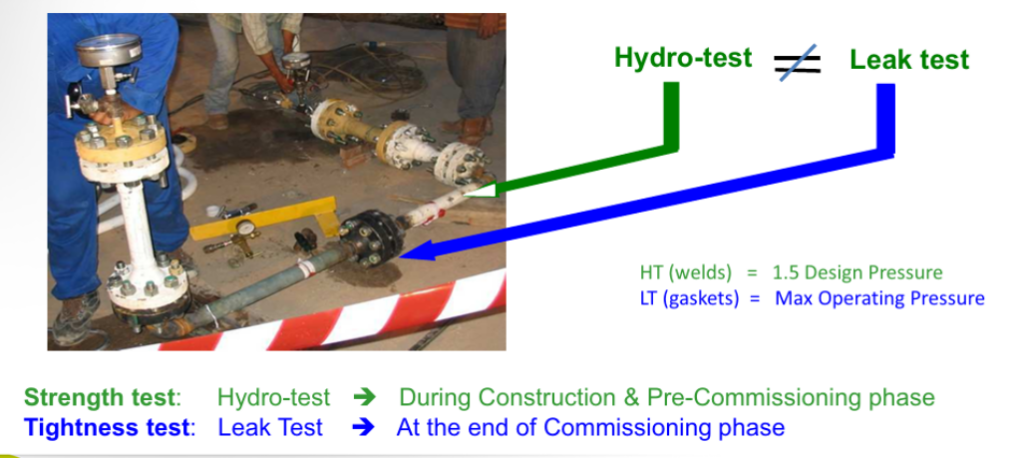
L’hydrotest est un type particulier de pressure test : on remplit le système avec de l’eau (souvent traitée) et on le porte à une pression égale à 150% la pression de calcul/service pour vérifier la tenue mécanique de l’enveloppe.
Caractéristiques:
- Fluide : eau (parfois additifs, anticorrosion, colorant).
- Pression : typiquement de l’ordre de 1,5 fois la pression de calcul ou de service, selon le code.
- Objectif : vérifier la tenue mécanique des soudures effectuées sur la tuyauterie et la résistance de la tuyauterie si cela n’a pas été déjà fait en usine (si il apparait des fuites au niveaux des joints cela n’empêchera pas de valider le test)
- Critère d’acceptation : tenue mécanique de l’ensemble pendant 30 min.
- Avantage :
- l’utilisation d’une fluide incompressible = beaucoup plus sur. Cela permets de sensiblement réduire le rayon de danger et les risques associés à la rupture d’une soudure.
- les dispositifs pour pressuriser sont relativement simple à mettre en œuvre : une simple pompe à main pourra permettre d’atteindre plusieurs centaines de bar
- Inconvénients :
- Une grande majorité des organes en lignes devront être démontés/isolés et remplacés par des brides pleines ou des jonctions de communications à cause de la pression supérieur à la pression de service du test
- Dans la grande majorité des cas les joints définitifs peuvent être installés avant l’hydrotest et resisteront sans s’altérer au test mais dans certains cas il faudra utiliser des joints martyrs.
Pneumatic pressure test : l’épreuve de résistance en gaz
Le pneumatic pressure test à le même objectif que l’hydrotest mais sur certains réseaux il est préferrable de ne pas introduire d’eau à cause de la difficulté par la suite de le sécher (réseau tentaculaire à géométrie sinueuse) et de sa faible criticité en opération.
Typiquement un réseau de distribution d’air instrument sera un bon candidat pour ne pas faire d’hydrotest car :
- l’eau sera difficile à chasser après le test dans ce réseau en général tortueux
- les consommateurs de cette air instrument seront sujet à la corrosion si il y a une forte teneur en hygrométrie
- le réseau est à « basse » pression (entre 5 et 7 barg)
- le risque en cas de fuite est très limité
Caractéristiques:
- Fluide : azote / air
- Pression : typiquement de l’ordre de 110% fois la pression de calcul ou de service, selon le code.
- Objectif : vérifier la tenue mécanique des soudures effectuées sur la tuyauterie et la résistance de la tuyauterie si cela n’a pas été déjà fait en usine (si il apparait des fuites au niveaux des joints cela n’empêchera pas de valider le test)
- Critère d’acceptation : tenue mécanique de l’ensemble pendant 30 min.
- Avantage :
- évite l’introduction d’eau liquide dans le réseau de tuyauterie
- peut permettre de réaliser en même temps le leak test
- évite dans l’immense majorité des cas de démonter les organes en lignes.
- Inconvénients :
- Sécurité : Rappelons nous ici que l’objectif primaire de vérifier la tenue mécanique des soudures, et donc comme ce cas nous utilisons un fluide compressible les risques (humains) en cas de rupture sont bien plus grands. Un bidon de 3m3 qui éclate avec 7 barg d’azote balayera un entrepôt complet.
Leak test : test d’étanchéité
Ce test d’effectue une fois que la résistance mécanique de la tuyauterie à été prouvée. En d’autre terme on est sur à 100% qu’en introduisant de la pression à la hauteur de la pression de service aucun tuyaux ne va éclater.
L’objectif de ce test est de vérifier qu’il n’y a « pas de fuite » ou alors un niveau acceptable de fuite sur la tuyauterie dans sa configuration définitive (entièrement équipée).
Caractéristiques:
- Fluide : fluide utilisé en opération ou alors une version au caractéristique physico-chimique proche si le fluide définitif est trop dangereux.
- Pression : pression de service ou 90% de la pression de tarage de la soupape.
- Objectif : vérifier l’étanchéité à tous les points de fuites potentiels. On vérifiera donc tous les joints, tous les raccords, toutes les équipements en lignes et tous les points de connexions.
- Avantage :
- Permets l’introduction sereine d’un fluide sous pression et/ou à risque dans le système.
- Inconvénients :
- Sécurité : Toujours le même problème ici si on utilise un gaz pour faire l’étanchéité. Le danger ici n’est plus qu’une tuyauterie éclate mais plutôt qu’un raccord mal monté, un bouchon mal sérée etc… saute sous la pression. Un bouchon 1/2 » qui part avec 200barg dessus c’est une balle de fusils qui traverse le site.
- Si il est difficile de créer la pression nécessaire sur le lieux du test, le test peut être très long et difficile à faire si il y a beaucoup de reprise de serrage à faire.
- Critère d’acceptation :
- Ici il y a une miriade de méthode de le vérifier mais en général :
- Sur un système liquide on vérifiera l’absence de goute visuellement au différents points de fuites potentielles.
- Sur un système gazeux on vérifiera avec un produit d’étanchéité moussant l’absence de bulle
- Sur des systèmes où on recherchera des fuites très petites on pourra utiliser des gaz traceurs dans la tuyauterie avec un système de détection de l’autre côté.
- Ici il y a une miriade de méthode de le vérifier mais en général :
Conclusion
Hydrotest, pneumatic test et leak test ne sont pas interchangeables.
- L’hydrotest reste la solution de référence
- Le pneumatic test est une exception à maîtriser
- Le leak test est un outil complémentaire indispensable
Bien choisir sa méthode, c’est :
- garantir la sécurité
- éviter des surcoûts
- et sécuriser la mise en service
Chez Baron Process, ces essais ne sont pas vus comme une formalité, mais comme une étape critique de sécurisation des installations.
Pour terminer je vous mets une illustration de la différence qui n’est pas de moi mais d’une formation faite par M. Guy Menou.
No responses yet